




手动换向阀复位弹簧疲劳、断裂、偏斜、卡滞,会出现手柄无法自动回中位、换向卡滞、定位不准、动作漂移等故障,长期带病使用会加剧阀芯单边磨损、内部泄漏增大。下面标准化拆解、更换、装配调试整套流程,高效解决弹簧复位失效问题。
一、停机泄压,前期准备工作
关停液压泵动力源,反复扳动换向手柄排空管路残余压力,防止拆端盖喷油伤人。擦拭阀两端外部油污灰尘,准备内六角扳手、卡簧钳、同规格复位弹簧、防尘密封圈、润滑脂、铜棒等配件工具。确认弹簧规格(线径、外径、自由长度),避免选配弹力过大或偏小导致回位不良、操作过重。记录手柄连杆安装位置,防止回装错位别劲。
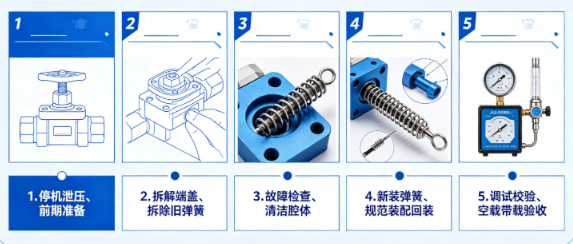
二、拆卸操纵端盖,取出旧弹簧组件
松开阀杆一侧端盖固定螺栓,缓慢取下端盖总成;慢慢抽出阀杆,依次取出压垫、旧复位弹簧、弹簧座。检查失效原因:弹簧断裂、弹力衰减、扭曲变形、弹簧座磨损、弹簧被油泥杂质卡滞;同时检查阀杆有无磕碰毛刺、弯曲变形,阀孔内壁拉伤情况。另一侧复位弹簧故障采用相同方式拆解。清理端盖内腔积油、油泥杂质,防止新弹簧装配后卡滞。
三、选配新弹簧,预装定位检查
将新复位弹簧两端涂抹少量清洁液压油润滑,一端装入弹簧座,对齐阀杆中心位置套入,保证弹簧同轴不歪斜,杜绝单边受力。严禁强行压缩斜向安装,避免装配后弹簧扭曲、回弹力度不均。装配完成手动顶推阀杆,徒手感受往复运动顺畅无卡涩,预判断回位阻力是否均匀。若为双边弹簧结构,左右两侧弹簧型号、弹力必须保持一致,防止回位偏移。
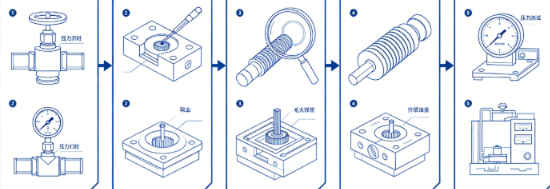
四、端盖密封回装,均匀紧固装配
更换端盖处老化防尘圈、O型密封圈,在密封唇口薄涂润滑脂,避免装配割伤密封。对准阀杆与端盖孔位平稳合装,螺栓对角分次均匀拧紧,防止端盖偏斜挤压阀杆造成阀芯卡滞。重新装回手柄连杆,调整连杆间隙,保证手柄推拉全程无憋劲、无干涉。装配完毕手动往复推拉手柄数十次,检验中位回弹是否迅速、到位。
五、空载试压校验,故障闭环确认
启动设备空载运行,多次换向操作,观察手柄松开后能否快速精准回到中位,无卡顿、回弹不到位、偏位现象。带载反复测试各个工况,确认换向动作稳定,无压力异常、阀芯漂移、渗漏漏油问题。整理工具备件,分析弹簧失效诱因:油液污染进杂质、长期高频疲劳、装配不同心,后续定期换油过滤,延长弹簧使用寿命。
