




更换前彻底断电,等待高压电容放电15分钟,关闭进气、冷却水阀门,打开臭氧发生器泄压阀排空腔内臭氧与压力,水冷设备排净管道积水。佩戴耐臭氧手套与护目镜,准备同规格新陶瓷管、全新四氟密封垫、扭矩扳手、无水酒精等工具,防爆环境消除明火静电隐患。
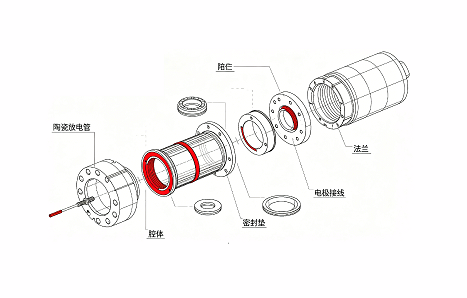
臭氧发生器松开故障模块进气、出气法兰与水冷接头,标记高压内外电极接线并拆下,旧密封垫全部丢弃不可复用。对角均匀松开腔体两端法兰螺栓,平稳取出破损陶瓷管,磕碰易造成瓷体暗裂。用无水酒精擦拭腔体内部、电极基座的氧化粉尘与水渍,完全晾干后再装配。
臭氧发生器检查新陶瓷管无裂纹、封接完好,套上新密封垫居中放入腔体,对角分次拧紧紧固件,严格按照标准扭矩紧固,用力过大压碎陶瓷,力度不足会漏气。复原气路、水路管线,接线端套好绝缘护套,区分内外电极避免接反短路。
完成装配后通入0.6MPa干燥气源保压半小时,肥皂水检漏无气泡才算气密合格;通水循环检查水路无渗漏,防爆机型复核隔爆面完好。臭氧发生器先启动气源、水循环空载运行十分钟,确认压力水流稳定再上电,低速空载预热15分钟,缓慢升至额定功率。
满载稳定运行30分钟,用检测仪实测臭氧产量,误差控制±5%以内,核对单位能耗达标。全程24小时试运行,无报警、无气压波动、温升正常即更换完成,填写维保记录存档。模块化机组可单独隔离单路检修,其余模块无需停机,减小生产线停工损失。
