




臭氧发生器采购臭氧设备易出现标称产量虚标问题,厂家出货前、客户收货现场都要标准化核验产量,主要运用碘量滴定法、紫外光度检测仪对比、气量浓度换算三种主流方式,全程记录压力、温度、进气条件,保证实测数值真实可靠,杜绝出力不足影响水处理、废气消杀效果。
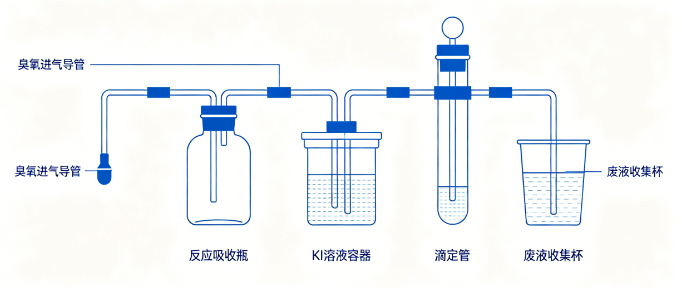
1、碘量滴定法精准实测
准备碘化钾溶液、硫酸、硫代硫酸钠标准滴定液,取固定体积臭氧出气通入吸收液充分反应,臭氧发生器通过滴定消耗药剂数值计算臭氧总量。测试全程控制水温20℃左右,进气压力稳定0.4–0.6MPa,空气源、氧气源分开检测,重复测验2–3次取平均值,该方法为行业国标核验手段,数据具备权威性,可作为验收依据。
2、紫外臭氧检测仪实时读数核验
选用正规紫外在线浓度检测仪,连接设备出气管道,稳定运行15分钟待工况恒定,读取稳定浓度数值;搭配浮子流量计精准读取气体流量,套用公式:实际产量(g/h)=浓度(mg/L)×流量(L/min)×60÷1000。检测仪每年校准一次,避免仪器偏差导致数据失真,适合大批量出厂快速抽检。
3、工况参数同步校正补偿
臭氧发生器检测时同步记录冷却水温、进气露点、供电电压,水冷机型水温超过30℃臭氧产量会自然衰减10%–20%;空气源进气湿度偏高也会降低产出。实测数值按照标准工况(水温20℃、露点≤-40℃、额定电压)折算修正,不能直接拿高温高湿下低数值判定设备不合格。
4、空载与额定负载对比测试
先空载稳定运行测一组数据,再接入标准混合水射流负载复测;部分设备空载出力达标、带水处理负载浓度下滑,属于匹配腔体或电源缺陷。臭氧发生器额定功率满负荷连续运行30分钟,观察产量有无持续衰减,衰减幅度超8%判定设备存在质量缺陷。
5、拆机内部结构辅助核验
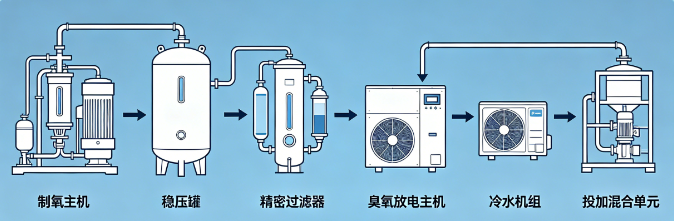
产量偏差过大时拆机核对放电介质尺寸、电极材质、电源功率配置;同规格腔体,陶瓷管有效放电长度不足、高压电源功率缩水都会造成虚标。氧气源机型额外检查制氧机出氧纯度,氧气纯度低于90%也会大幅拉低臭氧实际产量。
6、留存检测报告备案归档
每台臭氧发生器设备核验完成后填写检测单,标注机型、气源类型、测试环境、浓度流量、折算实际产量、操作人员信息,附带滴定记录或检测仪截图,随设备交付客户。后期售后出现产量争议时,可凭出厂检测报告对比现场复测数据,快速划分问题责任。
