




液压系统运行过程中,手动换向阀长期频繁扳动换向,极易出现手柄间隙过大、换向虚位、档位定位不准、阀芯响应滞后等问题,不仅操控手感变差,还容易出现油路误通、动作跑偏等隐患。掌握标准化手动换向阀间隙调校流程,可快速消除手柄旷量,恢复精准换向性能,下面分步讲解完整调整操作方法。
1、前期断电泄压,做好拆机防护
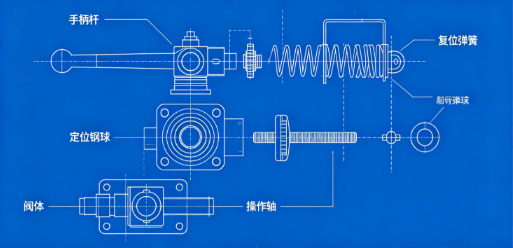
调校前必须关停液压泵站,释放系统残余压力,防止调压时液压油喷射伤人。清理手动换向阀手柄周边油污灰尘,记录手柄原始档位位置,松开手柄端部防尘护套固定卡扣,取下防尘罩,露出调节螺母、定位弹簧、拨叉连接结构,避免杂物进入阀芯腔体造成卡阀。
2、检查间隙产生根源部件
转动、扳动手柄确认旷量来源:常见诱因是锁紧螺母松动、拨叉磨损、定位钢球卡槽磨损、连接花键间隙超标。轻微间隙只需紧固调整件,零件磨损严重则先更换磨损配件,再开展换向阀手柄间隙微调,避免调整后短期内再次出现旷量。
3、逐步旋调锁紧螺母消除旷量
用开口扳手固定阀杆定位螺母,缓慢旋紧手柄后端调节锁紧螺母,边微调边往复扳动手柄测试档位松紧度。螺母不宜一次性过紧,防止手柄扳动沉重、档位卡滞;调整至手柄无明显虚位、档位卡位清晰即可,完成初步手动换向阀间隙调校。

4、定位机构微调与复位装配
若钢球定位槽间隙偏大,可适当增加定位弹簧预紧力,提升档位夹持力度。调整完成擦拭多余润滑油,依次装回防尘护套、固定卡扣,核对手柄中位、换向档位是否对齐,防止装配错位造成二次间隙。
5、空载试机核验调整效果
启动液压设备空载试运行,反复切换各换向档位,观察手动换向阀换向响应速度,确认手柄无晃动旷量、档位定位牢靠,动作切换灵敏顺畅即为调校合格,后期定期检查螺母防松状态,预防间隙反复变大。
