




谐波减速机非标定制齿面精度需“设计—制造—检测”全链协同:刚轮/柔轮齿形采用高阶修形补偿弹性变形;加工使用专用数控滚齿+磨齿设备;每件必测齿距累积误差、齿向偏差与啮合振动;出厂前加载跑合并做激光干涉或三坐标全尺寸验证。
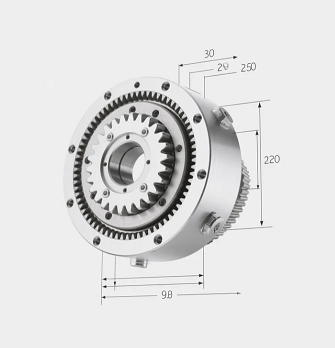
谐波减速机非标定制可从优化设计、严控制造工艺、精准装配及严格检测等方面把控齿面精度。具体如下:
1.优化齿形设计:可采用“双圆弧-渐开线复合齿形”等设计,齿顶用双圆弧结构减少冲击载荷,齿根采用渐开线过渡提高齿根强度,同时利用有限元仿真技术优化齿面接触应力分布,提升传动精度。
2.选用合适材料:柔轮通常采用40CrNiMoA等高性能合金钢,保证高疲劳强度、高弹性和良好的热处理性能。刚轮一般用结构钢,以确保刚度和耐磨性,为齿面精度提供材料基础。
3.控制加工精度:采用高精度滚齿工艺,通过优化刀具修形与切削参数,控制齿面粗糙度。如使用德国克林贝格KX300数控滚齿机,可实现IT5级加工精度。滚齿后进行精密磨削,如采用瑞士莱斯豪尔RZ301S数控磨齿机,磨削精度可达IT4级,进一步提高齿形精度。
4.重视热处理与表面处理:控制柔轮淬火变形,淬火后进行精密校正。对齿面进行渗碳/氮化处理后,再通过磨齿或珩齿提高齿面精度,降低摩擦。
5.确保装配精度:通过专用工装和测量仪器,精确控制波发生器的装配位置和柔轮的径向变形量,确保齿面接触区位于理论最佳位置。同时,严格控制轴承游隙和刚度,避免因轴承问题影响齿面精度。
6.严格检测精度:采用高精度检测设备,如三坐标测量仪等,对齿形误差、齿距累积误差、齿向误差等进行检测。也可使用美国API谐波减速器综合性能测试台,检测传动精度等指标,确保齿面精度符合要求。
