




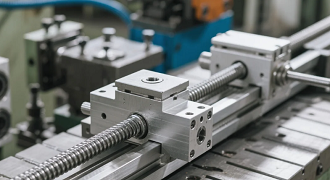
线轨丝杆滑台作为精密传动核心部件,广泛应用于自动化设备、数控机床、精密仪器等领域,其加工精度与装配规范直接决定设备定位精度、运行平稳性与使用寿命。掌握科学的加工装配流程,严格把控各环节细节,才能充分发挥滑台的精密传动优势,下面详解核心流程与要点。
一、核心部件加工严控精度
滑台加工核心聚焦三大部件,精度达标是基础:底座采用高强度铝合金或铸铁,经CNC精密铣削、磨削加工,保证平面度与平行度;线轨轨道经淬火加精密研磨,确保导轨硬度与表面光滑度;滚珠丝杆采用冷轧或磨削工艺,精准控制导程误差,齿面经抛光处理,减少运行摩擦损耗。
二、部件预处理去除隐患
加工完成后,对所有部件进行预处理:去除表面毛刺、氧化层,采用超声波清洗,确保无油污、铁屑残留;对丝杆、导轨进行防锈处理,涂抹专用防锈油;检测部件尺寸精度,筛选合格产品,杜绝不合格部件进入装配环节,避免影响整体精度。
三、基础装配精准定位
先将线轨固定在底座预留安装面,用扭矩扳手均匀锁紧螺栓,确保线轨与底座贴合紧密、无松动;再将滚珠丝杆通过轴承座固定在底座两端,调整丝杆水平度与同轴度,保证丝杆与线轨平行,偏差控制在极小范围,避免运行时出现卡滞、偏移。
四、滑座装配贴合调试
将滑座安装在线轨与丝杆上,调整滑座与线轨的贴合度,确保滑动顺畅无卡顿;安装丝杆螺母与滑座连接部件,锁紧固定螺栓,调试滑座往复滑动,检查是否有异响、阻滞现象,微调丝杆预紧力,平衡间隙与运行阻力。
五、精度检测校准优化
装配完成后进行全面精度检测:用百分表检测滑台往复定位精度、重复定位精度,确保符合设计标准;检测滑座运行平行度、丝杆跳动量,对偏差部位进行微调;空载试运行,观察运行平稳性、噪音大小,排查潜在故障。
六、后期防护延长寿命
最后进行防护装配:安装防尘罩,防止粉尘、杂质进入内部损伤部件;加注专用润滑脂,确保丝杆、线轨润滑充足;对装配完成的滑台进行整体清洁,张贴精度检测合格标识,完成加工装配全流程。
线轨丝杆滑台的加工装配,核心在于“精度把控、贴合调试、规范防护”,每一个环节都直接影响最终使用效果。严格遵循上述流程,可保障滑台定位精准、运行平稳、耐磨耐用,为各类精密自动化设备提供可靠的传动支撑。
